How to Choose the Right Metalworking Fluid to Improve Shop Performance
An Essential Element That Is Still Too Often Overlooked
In most machine shops, the priorities are clear: produce faster, maintain consistent quality, and reduce costs. Achieving that balance, however, requires much more than a good machining centre or high-performance tooling. Every operation relies on a combination of interconnected elements: machines, tools, cutting parameters… and metalworking fluids.
Too often, that last element goes unnoticed.
Yet metalworking fluids play a central role in process stability. They directly influence tool life, surface finish, dimensional consistency, and even the frequency of maintenance interventions. In other words, they affect both technical performance and overall shop profitability. Despite this, they are still often selected out of habit or based solely on price.
A Much More Strategic Role Than Most Realize
Metalworking fluids are often reduced to a simple cooling function. In reality, their role is far more complex. At the cutting zone, where temperatures and pressures are extremely high, the fluid must simultaneously:
- reduce friction between the tool and the part
- dissipate heat
- protect surfaces against wear
- efficiently evacuate chips
These functions are closely interconnected. A lack of lubrication leads to premature tool wear, which immediately impacts surface finish. On the other hand, excessive heat can cause deformation, burr formation, or dimensional variation.
In modern machining environments, where tolerances are tight and production speeds are high, this interaction becomes critical. A high-performance fluid does not simply support the process; it actively contributes to its stability.
The Evolution of Fluids: From Oil-Based to Modern Solutions

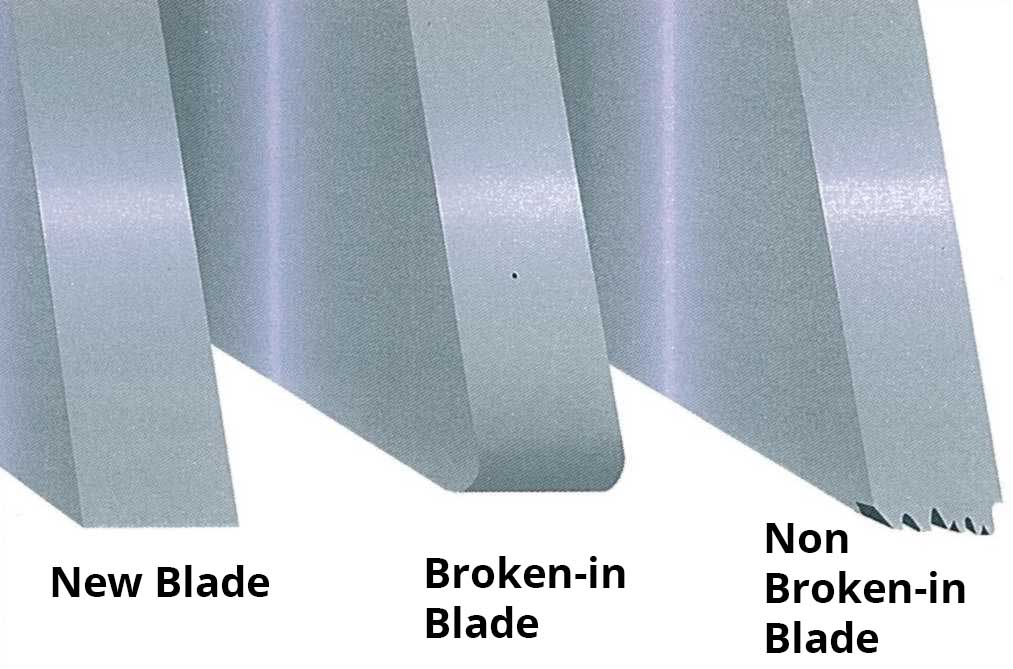
Historically, metalworking fluids were primarily oil-based. Their simple formulation provided excellent lubrication, particularly for heavy-duty, low-speed operations.
With the rise of high-speed CNC machining, this approach began to show its limitations. The high temperatures generated at the cutting zone highlighted the importance of cooling, accelerating the adoption of water-dilutable fluids, which are far more effective at heat dissipation.
This shift was not driven by technical considerations alone. Health, safety, and environmental concerns also played a major role in the evolution of fluid formulations. In a machining environment, the constant movement of equipment such as lathes, mills, and grinders inevitably generates splashing and mist. Oil-based fluids, in particular, tend to aerosolize under high speeds and temperatures. This can lead to residue buildup on surfaces, increased slip hazards, and exposure of operators to airborne particles. In some cases, it also increases fire risk. Modern water-dilutable fluids generally present fewer risks in these areas, while also offering better temperature control in high-speed applications.
In recent years, innovation has continued to accelerate. Today’s fluids include chlorine-free formulations, high-lubricity synthetics for difficult materials such as titanium, and solutions designed for high-pressure systems. “Green” fluids, based on renewable raw materials or vegetable oils, are also gaining traction across the industry.
Beyond performance, these developments reflect increasing pressure from environmental regulations, customer expectations, and corporate responsibility. Fluid management is no longer limited to machining itself; it is now part of a broader approach to safety, cleanliness, and environmental impact.
Manufacturers such as CONDAT have embraced this evolution by developing lubricants that balance machining performance, operator safety, and environmental responsibility. This results in cleaner-running machines, reduced misting, and improved long-term stability.
Product lines like Mecagreen are a direct example of this shift, combining vegetable-based formulations, production stability, and a strong focus on workplace conditions. In today’s shops, these factors are no longer secondary; they are part of overall performance..
Straight Oils vs Water-Dilutable Fluids: It’s All About the Application
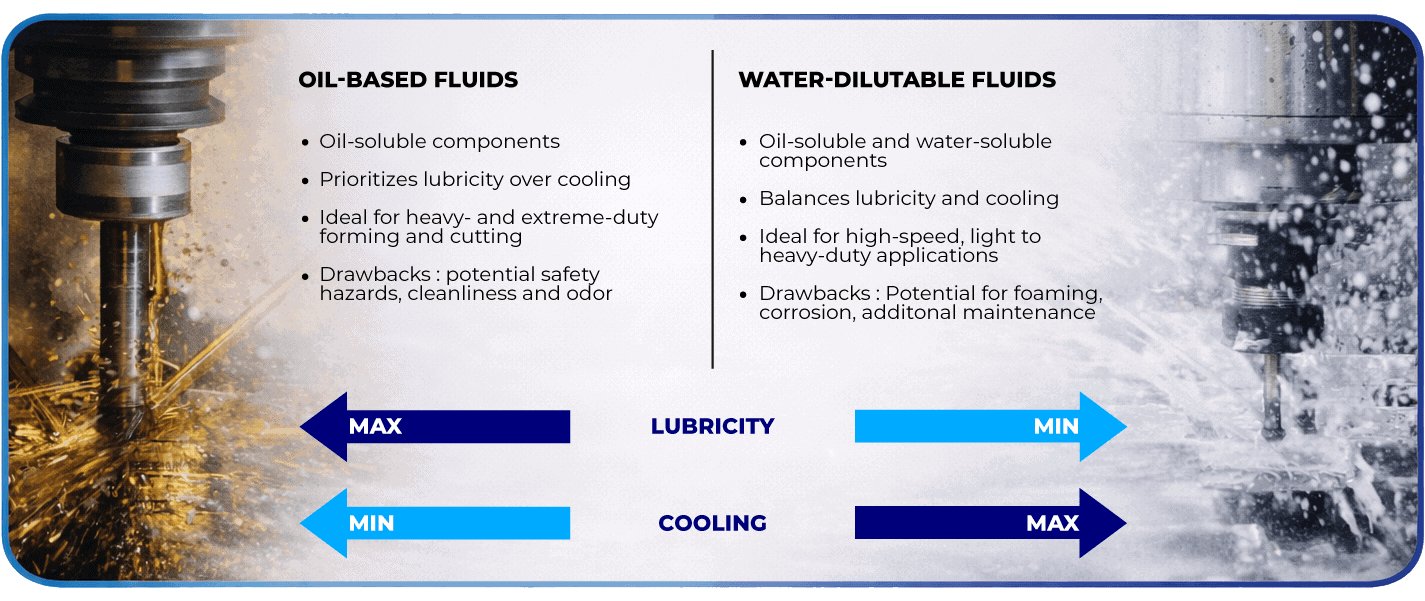
There is no universal solution. Straight oils remain relevant in certain applications where lubrication is the primary requirement, such as gear cutting or broaching. They offer excellent wear resistance and strong corrosion protection. However, they also come with well-known drawbacks: mist formation, odours, health concerns, and more complex disposal.
Water-dilutable fluids, on the other hand, provide superior cooling, making them ideal for high-speed operations such as milling, grinding, and deep-hole drilling. Their formulation is more complex, which requires proper monitoring of concentration, contamination, and biological stability.
In practice, most modern shops are moving toward these solutions, while selecting the appropriate type of fluid (emulsion, semi-synthetic, or synthetic) based on their specific operating conditions.
Choosing the Right Fluid Depends on Your Shop Reality
When it comes to metalworking fluids, there is no one-size-fits-all solution. The right choice always depends on your production environment.
From one shop to another, conditions vary significantly. Materials, machining processes, equipment, and even ambient conditions all influence how a fluid performs. A product that works well in one environment may deliver very different results in another.
That’s why fluid selection should never rely solely on a technical data sheet or a generic recommendation. It must be evaluated based on real production objectives.
In some cases, the priority is maximizing parts per hour. In others, it’s extending tool life or maintaining process stability over long production runs. Sometimes, reducing downtime or ensuring consistent quality becomes the key factor.
A Real Impact on Operating Costs
A Cost That Is Often Underestimated
This is also why metalworking fluids are often misjudged. In many shops, they are still treated as a commodity. Prices are compared, a seemingly adequate option is selected… and the decision is rarely revisited.
However, their impact goes far beyond purchase cost.
A fluid directly influences tool life, maintenance frequency, machine cleanliness, and process stability. Combined, these factors have a much greater impact on production costs than the price of the fluid itself.
These differences are often only visible over time. A higher-performance fluid can extend sump life, reduce overall consumption, and maintain more consistent production conditions. Solutions like the Mecagreen 450 HP follow this approach by offering a strong balance between performance, stability, and total cost.
The Importance of Real Shop Experience
Operator Feedback: A Key Indicator
Beyond technical and economic considerations, one factor is often underestimated: real-world shop experience.
Operators are the first to observe how a fluid behaves day-to-day. They notice variations, foaming issues, changes in odour, or differences in surface finish. In many cases, they will detect early signs of performance issues long before they appear in production metrics. Their feedback is often one of the most reliable indicators of how a product truly performs under real operating conditions.
In many cases, simply discussing with machinists can quickly reveal improvement opportunities that would otherwise go unnoticed.
Optimizing a Fluid Means Analyzing the Entire Process
Optimizing a metalworking fluid is not just about switching products. It also requires analyzing the entire process: machines, cutting parameters, filtration systems, water quality, and operating conditions.
This is the approach used in the most efficient industrial environments. A complete evaluation ensures that the fluid is properly matched to the application and contributes positively to production stability and efficiency.
At Montfort International, this approach is at the core of our support. Our metalworking fluid specialists work directly with shops to analyze real operating conditions, validate current practices, and recommend practical improvements, whether related to the fluid itself, fluid management, or filtration equipment.
The goal is not simply to supply a product, but to deliver measurable improvements in overall shop performance.
Need an External Perspective on Your Metalworking Fluids?
Every shop has its own reality, and it is not always easy to identify what can be optimized, whether it’s the fluid, the process parameters, or existing practices. In many cases, a few targeted adjustments are enough to improve process stability, extend tool life, and enhance working conditions.
At Montfort International, our specialists can assess your current operations and provide concrete, practical recommendations tailored to your environment.
Contact our team to review your situation and identify opportunities for improvement.
REFERENCES
Canadian Metalworking
What's in a fluid? March 2026 Edition by Andy Yoder and Dr. Ryan Weber.
Andy Yoder and Dr. Ryan Weber are technology development managers at Lubrizol