
Système automatique CNC pour perçage, fraisage et découpe thermique de grandes tôles Ficep TIPO G
Perçage, fraisage et découpe thermique de tôles
Système automatique à commande numérique pour le perçage, le fraisage et la découpe thermique de tôles de grandes dimensions. La nouvelle ligne TIPO G combine les avantages des unités d’usinage de tôles du type à portique, où la tôle reste fixe, avec ceux des systèmes où la tôle est positionnée à chaque opération. La ligne TIPO G est pourvue d’un axe complémentaire de positionnement de la broche, il n’est donc pas toujours nécessaire de desserrer, de positionner un portique ou le matériau et de resserrer le matériau à chaque opération de la broche. Le système intègre les opérations de découpe thermique (droite et en oblique), de perçage, de fraisage, de gravage, d’évasement et autres, avec une précision sans égale dans le secteur.








Types d'usinages
- Perçage
- Gravage
- Fraisage
- Évasement
- Taraudage
- Oxycoupage
- Découpe au plasma
- Marquage
Profilés usinables
Tôles
Caractéristiques principales
Unité de perçage
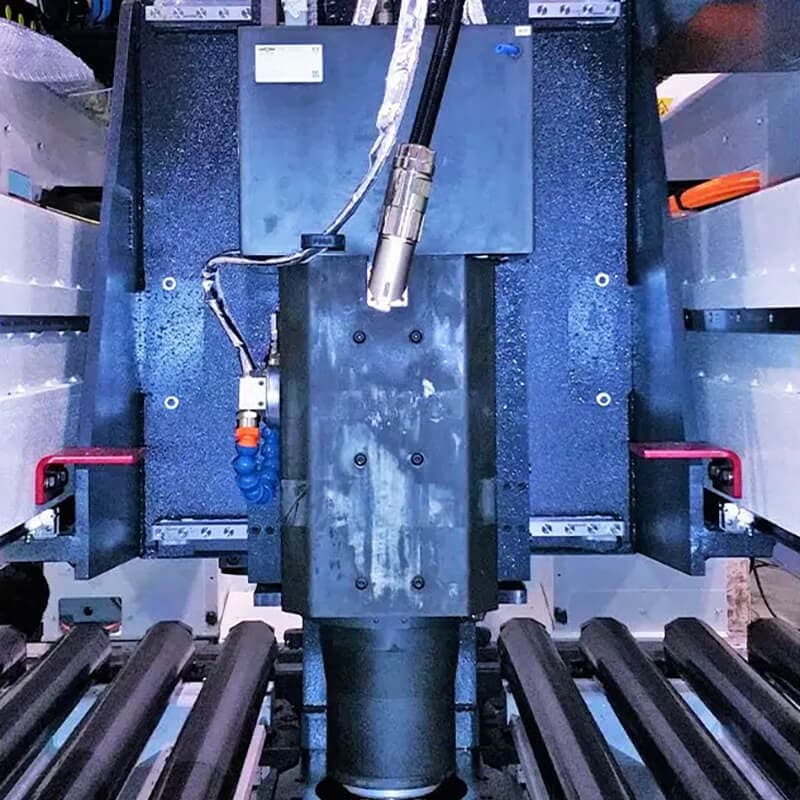
La broche d’usinage haute vitesse permet un perçage extrêmement productif de trous jusqu’à 60 mm. Pour les trous plus larges et jusqu’à 400 mm, grâce à l’axe complémentaire de positionnement de la broche TIPO G peut fraiser avec une précision exceptionnelle sur diamètre et concentricité.
Changeur d'outil

Le système de changement automatique d’outil est du type à commande numérique et dispose de 24 positions.
Deuxième unité de perçage

Le système peut être équipé d’une broche de perçage supplémentaire et d’un second changeur d’outil à 24 positions pour augmenter sa productivité.
Fraisage avancé

Grâce à des mises à niveau logicielles avancées, il est possible de réaliser des opérations de fraisage spéciales, telles que rainures droites, rainures courbes spéciales, évasements, rainures en « Y » et en « J » et d’autres cycles spéciaux.
Chalumeaux d'oxycoupage

Le système peut être équipé d’un ou de deux chalumeaux d’oxycoupage pour répondre à toutes les exigences de production.
Unités plasma HYPERTHERM

Les toutes nouvelles sources de plasma Hypertherm XPR300 ou HPR400XD peuvent être fournies pour alimenter un ou deux chalumeaux pour la découpe droite ou en biseau.
Pinces latérales

Des pinces latérales, actionnées par un système précis à pignon et crémaillère le long de rails fixes, sont utilisées pour positionner la tôle sur l’axe « X ». Les pinces latérales, associées au serrage hydraulique du matériau, sont utilisées pour repositionner les tôles plus longues, ce qui permet donc d’usiner des tôles brutes ayant des dimensions plus grandes.
Supports du matériau

An underside material support system is positioned in coordination with the movement of the drill spindle. This stabilizes the plate during all spindle operations.
Système d'évacuation des fumées

Le système d’évacuation filtre les particules dégagées pendant les opérations de découpe thermique. L’air est filtré conformément aux toutes dernières normes en matière de santé et de sécurité.
Manutention des tôles

Les convoyeurs d’entrée et de sortie sont extensibles, pour accueillir des tôles brutes plus longues. Les convoyeurs sont prévus pour recevoir des tables de transfert pour le chargement et le déchargement des tôles.
Trappe

Une trappe spéciale peut être fournie, pour décharger les pièces finies d’une dimension maximale de 500 x 500 mm
Avantages
- L’axe complémentaire de positionnement de la broche permet d'exécuter toutes les opérations sans déplacer la tôle.
- Le déchargement automatique des pièces rend le modèle TIPO G idéal pour la production de tôles de petites et moyennes dimensions.
- Des dispositifs spéciaux de blocage intégrés dans les unités de perçage maintiennent la tôle en place pendant l'usinage pour éviter les vibrations, qui pourraient compromettre la qualité et la durée de vie des outils.
- Un diagnostic à distance est possible grâce à une connexion en réseau qui permet à notre équipe d'assistance d’effectuer une analyse du système.
Spécifications techniques
| TIPO G | Dimensions max. de la tôle [mm] | Têtes de perçage [nb] | Outils de perçage par tête [nb] | Diamètre max. de perçage [mm] | Épaisseur max. de perçage [mm] |
|---|---|---|---|---|---|
| TIPO G25LG | 2540 x 6000 | 1 | 24 | 40 (250) | 100 |
| TIPO G31LG | 3100 x 6000 | 2 | 24 | 44/60 (400) | 100 |
| TIPO G | Puissance de la broche [kW] | Vitesse max. de la broche [tr/min] | Torches droites à plasma [nb max.] | Chalumeaux à chanfrein à plasma [nb max.] | Chalumeaux d'oxycoupage [nb max.] |
|---|---|---|---|---|---|
| TIPO G25LG | 15 | 7000 | 1 | 1 | 2 |
| TIPO G31LG | 26 | 7000 | 2 | 2 | 2 |
Montfort International
G1P 3T3, Canada