Comment choisir le bon fluide d'usinage pour améliorer vos performances en atelier
Un élément essentiel, mais encore trop souvent sous-estimé
Dans la majorité des ateliers d’usinage, les priorités sont claires : produire plus vite, maintenir une qualité constante et réduire les coûts. Atteindre cet équilibre demande toutefois beaucoup plus qu’un bon centre d’usinage ou des outils performants. Chaque opération repose en réalité sur un ensemble d’éléments interconnectés : machines, outils, paramètres de coupe… et fluide d’usinage.
C’est souvent ce dernier qui passe sous le radar.
Pourtant, le fluide pour le travail des métaux joue un rôle central dans la stabilité du procédé. Il influence directement la durée de vie des outils, la qualité des surfaces, la constance dimensionnelle et même la fréquence des interventions de maintenance. Il agit donc à la fois sur la performance technique et sur la rentabilité globale de l’atelier. Et malgré cela, il reste encore trop souvent choisi par habitude ou uniquement en fonction du prix.
Un rôle bien plus stratégique qu'on ne le pense
On résume souvent le fluide d’usinage à un simple rôle de refroidissement. En pratique, son action est beaucoup plus complexe. À la zone de coupe, où les températures et les pressions atteignent des niveaux élevés, le fluide doit simultanément :
- limiter la friction entre l’outil et la pièce
- dissiper la chaleur
- protéger les surfaces contre l’usure
- évacuer efficacement les copeaux
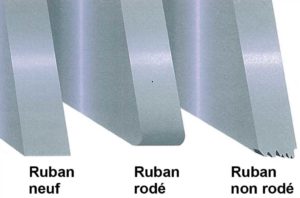
Ces fonctions sont étroitement liées. Un manque de lubrification entraîne une usure prématurée de l’outil, ce qui dégrade immédiatement l’état de surface. À l’inverse, un excès de chaleur peut provoquer des déformations, des bavures ou des variations dimensionnelles.
Dans les environnements modernes, où les tolérances sont serrées et les cadences élevées, cette interaction devient critique. Un fluide performant ne se contente pas d’accompagner l’usinage; il contribue activement à sa stabilité.
L'évolution des fluides : de l'huile aux solutions modernes

Historiquement, les fluides d’usinage étaient majoritairement à base d’huile entière. Leur composition simple offrait une excellente lubrification, particulièrement adaptée aux opérations lourdes à basse vitesse.
Avec l’arrivée des machines CNC haute vitesse, cette approche a montré ses limites. Les températures élevées générées à la zone de coupe ont mis en évidence l’importance du refroidissement. C’est ce qui a accéléré l’adoption des fluides hydrosolubles, capables de dissiper la chaleur beaucoup plus efficacement.
Cette transition ne s’explique pas uniquement par des considérations techniques. Les enjeux liés à la santé des opérateurs, à la sécurité (notamment les risques d’incendie) et à l’environnement ont également contribué à faire évoluer les formulations. Dans un environnement d’usinage, le mouvement constant des machines (tours, fraiseuses, rectifieuses) génère inévitablement des projections et des brouillards. Les fluides à base d’huile, en particulier, ont tendance à s’aérosoliser sous l’effet de la vitesse et de la température. Cela peut entraîner des accumulations sur les surfaces, augmenter les risques de glissement et exposer les opérateurs à des particules en suspension. À cela s’ajoute un risque accru d’incendie dans certaines conditions.
Ces réalités ont contribué à faire évoluer les pratiques. Les fluides hydrosolubles modernes présentent généralement moins de risques à ce niveau, tout en offrant un meilleur contrôle des températures dans les applications à haute vitesse.
Au cours des dernières années, l’innovation s’est également accélérée autour de nouvelles générations de fluides. On retrouve aujourd’hui des formulations sans chlore, des fluides synthétiques à haute lubrification adaptés à des matériaux exigeants comme le titane, ainsi que des solutions conçues pour des systèmes haute pression. Les fluides dits « verts », développés à partir de matières premières renouvelables ou d’huiles végétales, prennent également une place grandissante dans l’industrie.
Au-delà de la performance, ces évolutions répondent aussi à une pression croissante liée aux normes environnementales, aux attentes des clients et à l’image des entreprises. La gestion des fluides ne se limite plus à l’usinage lui-même, mais s’inscrit dans une réflexion globale sur la sécurité, la propreté et l’impact environnemental des opérations.
C’est dans cette optique que des fabricants comme CONDAT ont fait évoluer leurs gammes, en développant des lubrifiants capables d’assurer à la fois la performance en usinage, la sécurité des opérateurs et une meilleure maîtrise de l’impact environnemental. Cette approche se traduit par des produits plus propres en machine, une réduction des brouillards et une meilleure stabilité dans le temps.
Des gammes comme les Mecagreen s’inscrivent directement dans cette évolution, en combinant des bases végétales, une grande stabilité en production et une attention particulière portée à l’environnement de travail. Dans les ateliers modernes, ces aspects ne sont plus secondaires. Ils font désormais partie intégrante de la performance globale.
Huiles entières VS fluides hydrosolubles : une question d'application
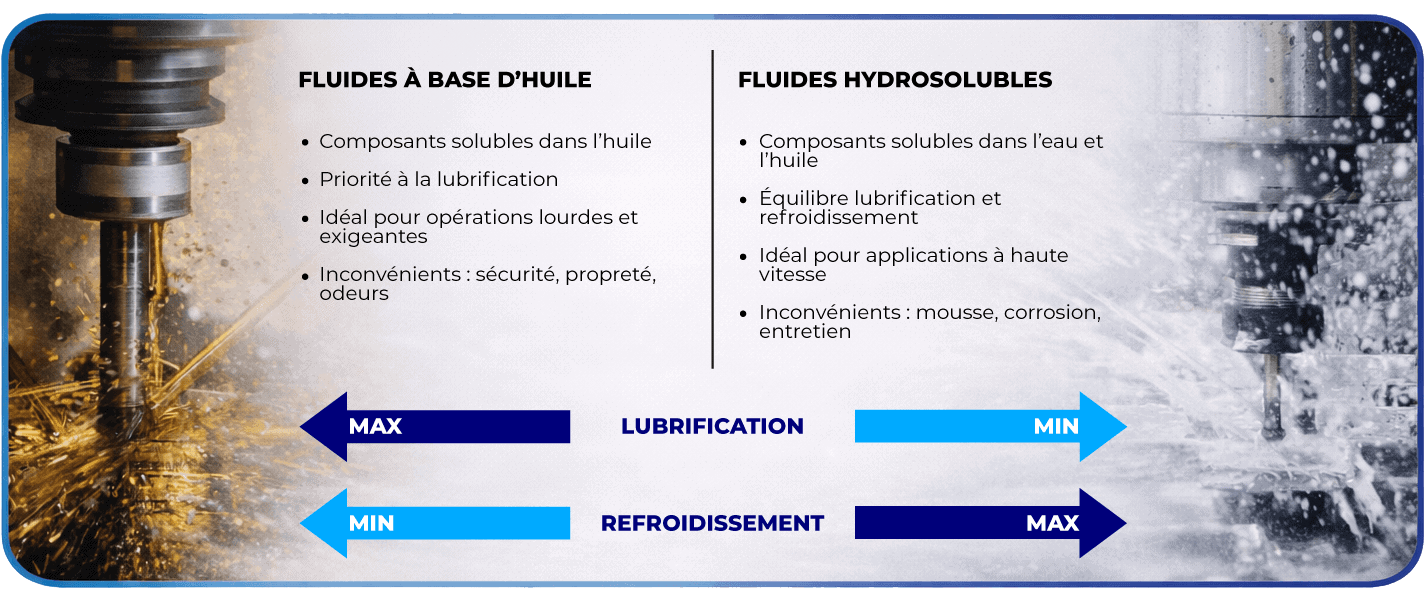
Il n’existe pas de solution universelle. Les huiles entières demeurent pertinentes dans certaines applications spécifiques, notamment lorsque la lubrification est le facteur dominant, comme dans les opérations de taillage ou de brochage. Elles offrent une excellente résistance à l’usure et une protection efficace contre la corrosion. Cependant, elles présentent aussi des inconvénients bien connus : formation de brouillard, odeurs, risques pour la santé et gestion plus complexe en fin de vie.
À l’opposé, les fluides hydrosolubles offrent un meilleur pouvoir de refroidissement, ce qui les rend particulièrement adaptés aux opérations à haute vitesse comme le fraisage, la rectification ou le perçage profond. Leur formulation est toutefois plus complexe, ce qui implique un suivi rigoureux : concentration, contamination, stabilité biologique.
Dans les faits, la grande majorité des ateliers modernes s’orientent vers ces solutions, tout en adaptant le type de fluide (émulsion, semi-synthétique ou synthétique) à leurs conditions spécifiques.
Choisir le bon fluide : une réalité qui dépend de votre atelier
Lorsqu’on parle de fluides d’usinage, il n’existe pas de réponse universelle. La meilleure solution dépend toujours du contexte de production.
D’un atelier à l’autre, les réalités varient considérablement. Les matériaux usinés, les types d’opérations, les machines utilisées et même les conditions ambiantes influencent directement le comportement d’un fluide. Un produit performant dans un environnement donné peut donner des résultats très différents ailleurs.
C’est pourquoi le choix d’un fluide ne devrait jamais se faire uniquement sur une fiche technique ou sur une recommandation générique. Il doit être évalué en fonction des objectifs réels de production.
Dans certains cas, la priorité sera d’augmenter le nombre de pièces produites à l’heure. Dans d’autres, ce sera la durée de vie des outils ou la stabilité du procédé sur de longues séries. Parfois, c’est la réduction des arrêts ou la constance de la qualité qui devient le facteur déterminant.
Un impact réel sur les coûts d’exploitation
Un coût souvent sous-estimé
Cette réalité explique aussi pourquoi le fluide est souvent mal évalué. Dans plusieurs ateliers, il est encore perçu comme une commodité. On compare les prix, on choisit une option qui semble adéquate… et on ne revient plus vraiment sur la décision.
Pourtant, son impact dépasse largement son coût d’achat.
Un fluide influence directement la durée de vie des outils, la fréquence des interventions de maintenance, la propreté des machines et la stabilité des opérations. Ces éléments, cumulés, ont un effet beaucoup plus important sur les coûts de production que le prix du fluide lui-même.
C’est souvent sur le long terme que ces différences deviennent visibles. Un fluide plus performant peut permettre d’espacer les vidanges, de réduire la consommation globale et de maintenir une meilleure constance en production. Des solutions comme le < ahref="/globe-mecagreen-450-hp/">Mecagreen 450 HP s’inscrivent dans cette logique, en offrant un bon équilibre entre performance, stabilité et coût global.
L’importance de l’expérience terrain
L’avis des opérateurs : un indicateur clé
Au-delà des considérations techniques et économiques, il y a aussi un facteur souvent sous-estimé : l’expérience terrain.
Les opérateurs sont les premiers à observer les comportements du fluide au quotidien. Ils voient apparaître les variations, les problèmes de mousse, les changements d’odeur ou les différences de finition. Leur perception est souvent un indicateur très fiable de la performance réelle d’un produit en conditions de production.
Dans plusieurs cas, une discussion avec les machinistes permet d’identifier rapidement des pistes d’amélioration qui ne seraient pas visibles autrement.
Optimiser un fluide, c’est analyser l’ensemble du procédé
Optimiser un fluide ne se limite pas à changer de produit. Cela consiste aussi à analyser l’ensemble du procédé : machines, paramètres, filtration, qualité de l’eau et conditions d’utilisation.
C’est d’ailleurs l’approche privilégiée dans les environnements industriels les plus performants. Une évaluation complète permet de s’assurer que le fluide est réellement adapté à l’application et qu’il contribue positivement à la stabilité et à l’efficacité de la production.
Chez Montfort International, cette démarche fait partie intégrante de notre accompagnement. Nos spécialistes en fluides d’usinage travaillent directement avec les ateliers pour analyser les conditions réelles d’opération, valider les pratiques en place et recommander des ajustements concrets, que ce soit au niveau du fluide, de la gestion ou des équipements de filtration.
L’objectif n’est pas simplement de proposer un produit, mais d’améliorer de façon mesurable la performance globale de l’atelier.
Besoin d’un regard externe sur vos fluides d’usinage?
Chaque atelier a ses propres réalités, et il n’est pas toujours évident d’identifier ce qui peut être optimisé au niveau des fluides, des paramètres ou des pratiques en place. Dans plusieurs cas, un simple ajustement permet déjà d’améliorer la stabilité du procédé, la durée de vie des outils ou les conditions de travail en atelier.
Chez Montfort International, nos spécialistes en fluides d’usinage peuvent analyser vos conditions d’opération et vous proposer des pistes d’amélioration concrètes, adaptées à votre réalité.
Communiquez avec notre équipe pour analyser votre situation et identifier des pistes d’optimisation concrètes.
RÉFÉRENCES
Canadian Metalworking
What's in a fluid? March 2026 Edition by Andy Yoder and Dr. Ryan Weber.
Andy Yoder and Dr. Ryan Weber are technology development managers at Lubrizol